Хонингование блока цилиндров
Завершающим этапом капитального ремонта автомобильного двигателя считается хонингование блока цилиндров, которое за счет снижения шероховатостей цилиндров обеспечивает плавное движение поршня.
Зачем нужно хонингование блока цилиндров
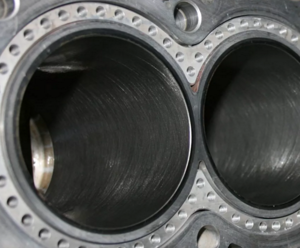
Как известно силовой агрегат любого автомобиля теряет в ходе эксплуатации свои первоначальные свойства, что негативно отражается на его работе. Если посмотреть на выработанные цилиндры в разрезе. То можно увидеть следы и царапины, что в свою очередь сказывается на мощности двигателя — она уменьшается, а также повышается расход горючего и масла двигателя и теряется компрессия.
Если ремонт двигателя произвести не вовремя, то неважное состояние цилиндров отразится на работоспособности других механизмов и может привести к выходу из строя других важных механизмов
Процесс выполнения хонингования
Расточка и хонингование цилиндров производится в несколько этапов:
- Черновая обработка, которая производится с использованием абразивных материалов и возвращает детали первоначальное состояние.
- Расточка цилиндра. Это действие производится с использованием специальных абразивов
- Хонингование. Выполняется с применением бруса с керамическим или алмазным покрытием, который закрепляется на хонинговальной головке и выполняет движение вверх-вниз. Такое приспособление способно выполнить хонингование с высокой точностью.
- Очистка обработанного цилиндра. Это действие производится с использованием специальной пасты.
Преимущества хонингования и расточки
Хонингование цилиндров силового агрегата автомобиля доводит уровень давления в цилиндрах до максимума, что повышает его эффективность.
Расточка образовывает на поверхности цилиндра специальную сетку, которая сохраняет масло и когда двигатель находится в рабочем состоянии, то детали взаимодействуя, постоянно смазываются маслом.
Для работ по хонингованию потребуется специальное оборудование. В частности, для расточки понадобятся 5-8 брусков, которые располагаются по обрабатываемой поверхности. Такой инструмент устанавливается при помощи гидравлического привода. Примечательно, что бруски для расточки изготовлены таким образом, что алмазное напыление самозатачивается.
Хонингование цилиндров в домашних условиях
Даже если автомобилист решил самостоятельно хонинговать цилиндры двигателя, без специального оборудования это сделать сложно. Но плосковершинная хонинговка вполне доступна в домашних условиях и выполняется за два этапа:
- Сначала мастер проводит черновую очистку, удаляя поврежденные слои цилиндра и выравнивая шероховатости.
- Затем мастер работает мелким абразивом, добиваясь высокой точности, а гладкость обеспечивается за счет использования паст.
Специалисты советуют, при самостоятельных работах, не пренебрегать процедурой очистки двигателя от грязи и металлических частиц.
Смотреть все фото новости >>
Требования к оборудованию
Нанесение хона на цилиндр проводится посредством специального слесарного агрегата – хонинговального станка. Он состоит из поверхности, на которой закрепляют обрабатываемую деталь, блока управления, привода. Характеристики, по которым различают оборудование:
- Расположение шпинделя. Хон удерживается шпинделем, в зависимости от его расположения станок считают вертикальным или горизонтальным, а для специализированного хонинга используют наклонный станок.
- Количество шпинделей. Для обработки сложных, многоуровневых деталей применяют многошпиндельные станки, облегчающие работу с объектами. Хонингование простых элементов проводят на оборудовании с одним шпинделем.
- Наличие системы автоматизации. Станок может быть автоматизирован, чтобы облегчить мастеру работу со сложными деталями.
Программное управление контролирует проведение обработки, обеспечивает стабильность шлифовки, рассчитывает точное количество масла для орошения, отвечает за расчет чистоты полировки.
Нумерация цилиндров в разных типах ДВС
Что касается стандартов нумерации камер сгорания, то их нет. На то, как они пронумерованы в ДВС, влияют такие факторы:
- Тип привода;
- Тип ДВС, компоновка блока;
- Поперечное либо продольное расположение агрегата под капотом;
- Сторона вращения.
На стандартных переднеприводных авто с поперечно установленным двигателем нумерация начинается со стороны ГРМ. Так, возле ремня ГРМ находится первый цилиндр и дальше все остальные. Последний находится около КПП.
Примеры
В многоцилиндровых V-образных двигателях первый цилиндр расположен в ряду с водительской стороны.
В двигателях американского производства камеры сгорания и их нумерация может отличаться и не поддаваться логике.
Так, для рядных четверок и шестерок первым может быть цилиндр около радиатора, в то время, как на всех прочих моделях нумерация начинается в сторону салона. Если нумерация обратная, то первым считается цилиндр ближайший к салону.
Французы очень оригинальны и применяют два способа нумерации камер сгорания ДВС.
- На рядных четверках нумерация начинается от маховика.
- Если это V-образная шестерка, тогда ближний к радиатору ряд – это первые три цилиндра, а ряд ближе к салону – последние три.
Что такое хонингование
Хонингование – абразивная обработка поверхности с целью нанесения упорядоченной шероховатости. Нанесение хона является финальной стадией обработки металлических деталей. При этом хонингованию поддаются не только стенки цилиндров или гильз, которые в процессе капитального ремонта двигателя могут быть расточены в нужный ремонтный размер, но и втулки шатунов, постель коленчатого вала. Применяется хонингование и при финишной обработке плоскостей.
Цель нанесения
Причины хонингования цилиндров:
- приближение к идеальной геометрической форме гильз, цилиндров, втулок. Ввиду погрешности даже самого качественно расточного инструмента, после расточки цилиндр может иметь слегка бочкообразную, конусоподобную форму. Всяческое изменение формы цилиндра от идеальной геометрии круга и смещение оси отверстия в блоке цилиндров двигателя ведет к снижению компрессии и уменьшению ресурса цилиндропоршневой группы;
- точность обработки поверхности хоном значительно выше, чем в случае обработки расточным и шлифовальным инструментом. Такая особенность позволяет получить необходимый класс чистоты поверхности и добиться лучшего прилегания поршневых колец к стенкам цилиндра;
- получение необходимой структуры шероховатости. Правильная насечка позволяется удерживать на стенках цилиндров моторное масло, предотвращающее сухое трение трущихся пар и, как следствие, ускоренный износ деталей ЦПГ. Также упорядоченная шероховатость предотвращает сильный износ деталей, когда по определенным причинам возникает непродолжительное сухое соприкосновение трущихся пар.
Технология обработки
Суть процесса хонингования заключается в равномерном снятии микронных слоев металла. Для этого используется специальный инструмент – хон. Рабочая поверхность хонинговальной головки касается внутренней части обрабатываемой поверхности по траектории, совмещающей вращательные и возвратно-поступательные движения.
В процессе хонингования крайне важно обеспечить равномерное давление шлифующей кромки, так как только в таком случае удастся получить равномерную глубину риски и около идеальную геометрическую форму внутренней поверхности цилиндра. Для исключений возможной неравномерной обработки, шток задает хону небольшие круговые колебания вокруг своей оси
Тонкости процесса
Для долгого срока службы двигателя хон на стенках цилиндров должен быть правильной формы. График износа трущихся деталей двигателя показывает, что наиболее интенсивное уменьшение срока службы происходит на стадии притирки деталей и на последних километрах, когда появляются значительные зазоры между трущимися парами. Для уменьшения износа двигателя и уменьшения срока обкатки завод-изготовитель применяет плосковершинное хонингование. Правильная обработка помогает обеспечить поршневым кольцам хорошее прилегание уже спустя несколько сотен километров после начала эксплуатации двигателя. Плосковершинная обработка производится в 2 этапа: грубым и мелким абразивом.
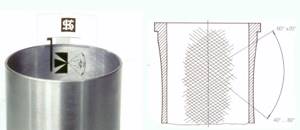
Необходимый угол развала штриховки должен быть около 60º с отклонением не больше чем на 20º. Характеристики впадин после снятия с поверхности цилиндров крошечной доли металла:
- не должны иметь рваных, острых кромок;
- отсутствуют деформированные участки;
- глубина, ширина должны быть однородными.
Инструмент для хонингования
В качестве абразивных материалов используются специальные бруски. Сами бруски отличаются не только геометрическими параметрами, но и степенью абразивности материала, износостойкостью. Для профессиональной обработки используется хон, в котором набор абразивных брусков закреплен в металлической оправке, а сами бруски расположены равномерно по периметру хонинговальной головки. Конструкция оправки позволяет выставить желаемый наружный диаметр. Хонинговальная головка крепится муфтой к стальному штоку. Сам шток закреплен в патроне станка, которые и задает алгоритм движения хона.
Для хонингования цилиндров своими руками используется 2 вида любительского инструмента:
- гибкие хонинговальные щетки (бутылочный ершик). Приспособление представляет собой насадку для ручной дрели или шуруповерта, на конце которой находится хонинговальный «ершик». В качестве абразивных материалов используются шлифовальные камни, закрепленные на пружинящих ножках;
- 3-лапые приспособления для ручной хонинговки. В качестве абразивных материалов используются шлифовальные камни. Шток инструмента можно зафиксировать в патроне шуруповерта либо дрели.
Преимущества хонингования
Хоть шлифование, полирование и притирка считаются наиболее популярными и распространенными методами обработки цилиндров, в большинстве случаев предпочтение отдают хонингованию, так как оно является более эффективным и точным. Помимо этого, при хонинговании можно столкнуться и с другими преимуществами, среди которых:
Повышение устойчивости к износу. Это, в свою очередь, позитивно влияет на дальнейшую работу двигателя и позволяет максимально повысить его срок эксплуатации.
Отсутствие брачных деталей. Дело в том, что при обрабатывании цилиндров хоном поверхность подвергается меньшему давлению, чем, например, при шлифовании. То есть шансы на получение брачного цилиндра значительно уменьшаются.
Достижение технических требований. За счет того, что хонинговальные бруски имеют более широкую номенклатуру в сравнении с теми же абразивными кругами, достичь технических требований, предъявляемых к детали, в несколько раз проще.
Изготовление точного отверстия. За счет своей конструкции хон во время обработки может автоматически исправить отклонения отверстия от допустимых значений, которые остались от предыдущих операций, например, после сверления.
Уменьшение времени, отведенного на обработку. Как известно, существует не одно приспособление для хонингования цилиндров. Есть и такие приспособления, которые позволяют выполнять хонингование блока деталей. За счет обработки нескольких отверстий одновременно и уменьшается время, отведенное на операцию
Это особенно важно в массовом производстве, когда в день необходимо изготавливать тысячи цилиндров.
Читать также: Амперметр для зарядного устройства 10а постоянного тока
Что лучше, хонингование или шлифовка цилиндров мотора
Любой мотор в процессе эксплуатации подвержен износу. Цилиндры двигателя постепенно меняют свою первоначальную форму, становясь эллипсовидными, овальными, приобретают форму конуса и т.д. На стенках цилиндров появляются задиры, царапины, в отдельных случаях трещины и другие дефекты. Для нормальной эксплуатации таким моторам необходим капитальный ремонт.
Так называемая «капиталка» (капремонт) двигателя зачастую предполагает замену поршней и поршневых колец на ремонтные, восстановительные работы или замену коленвала, а также расточку цилиндров двигателя в ремонтный размер. Для нормальной приработки деталей и более эффективной работы ДВС после ремонта стенки цилиндров должны иметь определенные шероховатости перед окончательной сборкой. Для этого применяется хонингование.
Также во время ремонта хонинговать можно другие внутренние цилиндрические поверхности. Речь идет о втулках верхней головки шатуна, отверстиях нижней головки шатуна, втулках коромысел клапанного механизма, постели коленвала и других отверстиях. Хонингование цилиндра выгодно отличается от других способов притирки, таких как полировка или притирка стенок цилиндров. Начнем с того, что часто встречающимся понятием применительно к ремонту ДВС является так называемое зеркало цилиндра.
Указанное «зеркало» понимается как абсолютно гладкая поверхность стенок цилиндра двигателя. Такая гладкая поверхность создается в результате шлифования (шлифовки) стенок цилиндра перед сборкой мотора после проведения ремонта. Также зеркало цилиндра набивается (натирается) в процессе дальнейшей эксплуатации двигателя.
Статья в тему: Двигатель без клапанных пружин: особенности мотора с магнитными клапанами
Другими словами, зеркало на стенках цилиндра создается в результате контакта стенок с поршневыми кольцами. По этой причине многие представители «гаражного» ремонта игнорируют процедуру нанесения хона. Основанием для этого является мнение о том, что хон все равно сотрется через несколько тысяч километров пробега, а на стенках цилиндров набьется зеркало. Стоит отметить, что в ряде случаев после нанесения хонинговочной (хонинговальной) сетки на стенки цилиндров рекомендована скорая замена поршневых колец. Данный факт является еще одной причиной, по которой «гаражные» мастера не стремятся выполнять процедуру хонингования и склоняются к шлифовке цилиндра для немедленного получения зеркала.
Теперь о хоне. Хонингование представляет собой тщательную обработку поверхности цилиндра при помощи специнструмента. Результатом профессиональной хонинговки мотора становится быстрая и качественная приработка поршневых колец, более высокая компрессия, уменьшение износа деталей, увеличение моторесурса и т.д. Параллельно с этим после нанесения хона снижается расход моторного масла на угар, камера сгорания становится более герметичной, что минимизирует прорыв картерных газов и их попадание в картер двигателя. Давайте рассмотрим данный процесс и ответим на вопрос, что такое хонингование цилиндра и зачем необходимо наносить хон.
Этапы хонингования
После закрепления детали в оборудовании проводятся 2 этапа хонингования:
- Черновой. Ведется с помощью крупнозернистого абразива. На этом этапе изделию придается нужная форма без выдерживания точности размеров.
- Чистовой. С помощью алмазных или керамических брусков идет дополнительная обработка поверхности. В результате изделие получается гладкое, с нужным классом шероховатости, а размеры соблюдаются в пределах допуска.
После процесса хонингования детали требуют очистки. Чтобы удалить металлическую стружку, сначала применяется абразивная щетка. Потом готовится мыльный раствор, куда окунаются изделия.
Чтобы добиться нужной гладкости, используется абразивная паста. При ее нанесении заполняются все мелкие поры. Эта финишная обработка окончательно устраняет микрочастицы грязи, оставшиеся на деталях.
О технологическом процессе хонингования цилиндров
Среди способов обработки деталей резанием есть операция, о которой стоит рассказать отдельно. Хонингование блока цилиндров выполняют на заводах, выпускающих двигатели внутреннего сгорания. На основании многочисленных исследований эксплуатационных особенностей ДВС установлено, что повышение ресурса моторов возможно созданием условий сохранения смазки на внутренней поверхности гильз цилиндров нужно создавать мелкую насечку в виде сетки. Во впадинах собирается смазка, способствующая снижению сил трения при работе силовой установки.
В качестве инструмента используются бруски, фиксируемые на специальных головках, совершающих вращательное движение, совмещенное с возвратно-поступательными перемещениями. Большинство полагает, что подобные устройства используются только для обработки только внутренних поверхностей. На самом деле существуют станки, где шлифуются цилиндры снаружи.
Особенности технологического процесса
Хонингование – это термин, появившийся в технологии обработки металлов резанием, из Англии XVII века. При создании крупнокалиберного оружия возникла необходимость обрабатывать внутреннюю поверхность пушек. Короткий ствол (5-7 калибров) давал возможность разогнать ядро до скорости 340-360 м/с.
Используя ствол, имеющий длину более 10-12 калибров, можно увеличить скорость до 450-480 м/с. Соответственно, дальность поражения цели увеличивается почти в два раза. Для морских сражений – это большое преимущество. Можно уничтожать корабли противника, не попадая под обстрел его пушек.
Проблема обработать цилиндр внутри решалась с помощью hone (хонов – точильных брусков, honing англ. – точить).
Первые установки были горизонтального типа. В них бруски устанавливались неподвижно, а вращение передавалось стволу. Чугунное изделие весило около 500 кг, за пару часов работы получали поверхность, близкую к идеальной. Попутно подгоняли и ядро. Старались получать литейные шары с минимальным зазором.
Наибольшее распространение подобная операция получила с развитием паровых теплосиловых установок. Длинный рабочий цилиндр (9-14 калибров). В нем перемещается поршень. Движение происходит за счет подачи пара из парового котла.
Наружное хонингование нужно для деталей большой длины. Такие встречаются в ткацком производстве, где применяют кулисные механизмы. У них сложное возвратно-поступательное движение, преобразованное из вращательного. Камень, так называется деталь, движущаяся по цилиндрической поверхности, поступательно перемещается по кулисе. Полученное движение используется для движения челнока между нитями будущей ткани.
Принято различать:
- сухое хонингование, производимое без подвода смазывающих охлаждающих жидкостей (СОЖ);
- мокрое, выполняемое при подаче СОЖ в зону обработки.
Результат хонингования поверхности: микронеровности до обработки (а); сглаженные микронеровности после точения (б)
Технология работы
Суть этой работы сводится к совершению движений вверх-вниз. Понять, не совершили ли вы ошибок, можно, ориентируясь на образующуюся на поверхности металла сетку. Возникающий узор должен быть равномерным, при этом линии должны создавать относительно друг друга угол в 60 градусов.
Имейте в виду, что хон должен находиться внутри до полной остановки дрели. После окончания работы потребуется убрать фаску при помощи надфиля. Это поможет вам избежать зацепов колец. Делать это нужно очень аккуратно, поскольку есть риск повредить поверхность обработанного отверстия.
Далее деталь нужно очистить от загрязнений при помощи мыльной воды, которая поможет убрать следы абразива.
В завершение необходимо дать изделию высохнуть, после чего его обрабатывают специальным маслом, обладающим антикоррозионной защитой.
Чтобы провести такую работу в домашних условиях, необходимо наличие хонинговального ручного инструмента. Кроме того, потребуются:
- электрическая дрель;
- очки для защиты глаз;
- ветошь;
- масло или керосин.
Порядок работы следующий:
- Рабочий инструмент фиксируется в патроне дрели.
- Обрабатываемое отверстие увлажняется.
- Включается дрель, камни сжимаются, и инструмент опускается в отверстие.
- В процессе работы совершаются поступательные движения вверх и вниз.
- Вынимать инструмент из отверстия можно только после его остановки.
- Постоянно ведется наблюдение за формируемым узором поверхности. Получаемые линии должны ложиться равномерно, создавая между собой угол в 60 градусов.
Процесс хонингования наиболее часто применяется в период ремонта двигателя. Такая операция позволяет устранить нарушение параметров агрегата. В итоге у двигателя увеличивается эксплуатационный ресурс, что отдаляет время очередного ремонта.
https://youtube.com/watch?v=wRTqjtq7W8M
Как выполнить хонингование в домашних условиях
Хонингование цилиндров деталей можно выполнять не только в промышленных условиях на специализированных станках, но и дома. Обычно такая операция требуется в тех случаях, когда старый цилиндровый блок детали утратил свое свойство устойчивости к износу и больше не отвечает техническим требованиям или его просто необходимо очистить от накопившейся накипи.
Хонингование в домашних условиях представляет собой все ту же тонкую обработку металла, но уже не с использованием заводского инструмента хона, а с помощью хонинговального масла или керосина и специальной хонинговальной головки. Последняя для работы с легкостью закрепляется на обыкновенную электродрель.
Подобные головки для процедуры можно купить в любом строительном или автомобильном магазине, внешне они похожи на ершики для мытья посуды. Как и в варианте со специальными хонами для станков, хонинговальные головки-насадки для дрели бывают также двух видов: для черновой и чистовой обработки. Отличаются между собой головки еще и допустимыми диаметрами и материалом.
Для более комфортного хонингования цилиндровый блок в домашних условия закрепляется в любом зажимном устройстве или на такой поверхности, которую можно крепко удерживать ногами. После надежного закрепления детали можно выполнять само хонингование. Для этого следует два раза пройти отверстие черновой обработкой и один раз чистовой.
Профессиональные услуги
Если износ уже значительный (например, когда эллипсность цилиндра превышает 0.1 мм, а конусность – 0.2 мм), необходимо проводить расточку цилиндров до ремонтного размера. В этом случае нужно купить специальные поршни, диаметр которых больше стандартных. Растачивать цилиндровый блок необходимо в специализированной мастерской. В гаражных условиях выполнить эту операцию невозможно. Допуски точности очень строгие – десятые доли миллиметра. Качественно выполнить эту работу могут только профессионалы, оснащенные современным оборудованием.
Как выполняется расточка
На первом этапе гильза растачивается на малой скорости. Из-за высокой прочности сплава большие скорости противопоказаны – пострадает точность. При обработке металла на малых скоростях верхний слой подвергается структурным разрушениям, поэтому его необходимо удалить. Для этого и нужна хонинговка. Эта технологическая операция позволяет исправить мелкие огрехи, которые неизбежны при расточке. Обработка хонами позволяет довести канал цилиндра до идеально круглой формы (при правильном хонинговании эллипсность составляет не более 0.03 мм).
Хонинговка после расточки выполняется в два этапа. Сначала стенки обрабатываются крупным абразивом. Затем производится доводка брусками с мелким зерном. Двигатель и станок надежно закрепляются на специальном стенде. В рабочую зону непрерывно подается охлаждающе-смазывающая жидкость. На заключительном этапе обязательно выполняется промывка обработанной поверхности мыльным раствором, чтобы удалить стружку и частицы абразива. В профессиональном оборудовании почти повсеместно используются алмазные хоны – они экономически выгоднее керамических.
Чтобы снизить износ деталей при приработке узла «поршневое кольцо-гильза», рекомендуется использовать присадку для двигателя «Актив Плюс» от . Этот триботехнический состав специально разработан, чтобы создать условия для комфортной работы силового агрегата. Состав оптимизирует зазоры в парах поршень-гильза, благодаря чему выравнивается компрессия по цилиндрам. Также Suprotec Active Plus повышает эффективность работы гидрокомпенсаторов, улучшая смазку работающих узлов. Все эти факторы позволяют избежать излишнего износа деталей на стадии приработки.Также трибосостав «Актив Плюс» можно использовать для профилактики задиров на любых бензиновых двигателях, в том числе и оснащенных турбинами. Это дешевле, чем ремонтировать изношенную цилиндропоршневую группу.
В чём суть хонингования цилиндров
Выполняют его для того, чтобы снизить шероховатости на стенках цилиндров, при этом улучшается приработка колец и самих поршней. Это заметно продлевает срок эксплуатации отремонтированного мотора.
Во время работы силовой агрегат подвержен достаточно сильному износу и потере своей изначальной формы. Особенно это влияет на цилиндры. Их первоначальная круглая форма становится овальной, на стенках появляются задиры и царапины. В результате капитального ремонта не избежать.
Во время ремонта цилиндры подвергаются растачиванию, а хонингование позволяет сохранить их форму правильной и получить наиболее низкую шероховатость стенок. Само хонингование — это заключительная фаза при обработке цилиндров. Если сравнивать все обычные заключительные действия, например, полировку или притирку какой-либо поверхности, то у процесса хонингования повышенная точность и эффективность проведенных работ.
Для нормальной работы бензиновых и дизельных моторов необходимо обеспечить высокую точность размеров их компонентов. Одним из важнейших факторов является соблюдение допусков на размеры и показателей шероховатости поверхности зеркала цилиндров. Необходимость в этом возникает по следующим причинам:
- Точное соблюдение размеров это ключ к увеличению компрессии и уменьшению количества прорывающихся в картер газов, содержащих продукты сгорания.
- Правильная обработка поверхности снижает износ поршневых колец, гарантируя длительный срок их работы.
На новом, перегильзованном или расточенном под следующий ремонтный размер блоке должно обязательно выполняться хонингование цилиндров.
Вывод
Сам по себе процесс хонинговки несложен. Он технически и технологически свободно выполняется в гараже, не требуя от хозяина авто специальных знаний и умений. Единственное, что может вызвать хоть какую-то сложность, это выбор хонингующей головки. Однако, учитывая то, что их размеры унифицированы, это также можно назвать сложностью лишь с большой натяжкой.
Тем не менее нельзя относиться к хонинговке цилиндров пренебрежительно. Несмотря на кажущуюся простоту, процесс требователен к точности выполнения
Как мы и написали выше, важно выдержать правильный угол и сохранить ось хода поршня в цилиндре

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}